
Цього тижня ми розглянемо технологію намотування металізованих плівкових конденсаторів. У цій статті представлено відповідні процеси, що використовуються в обладнанні для намотування плівкових конденсаторів, а також наведено детальний опис ключових технологій, таких як технологія контролю натягу, технологія контролю намотування, технологія деметалізації та технологія термозварювання.
Плівкові конденсатори знаходять все ширше застосування завдяки своїм чудовим характеристикам. Конденсатори широко використовуються як основні електронні компоненти в електронній промисловості, такій як побутова техніка, монітори, освітлювальні прилади, засоби зв'язку, блоки живлення, інструменти, лічильники та інші електронні пристрої. Найчастіше використовуються паперові діелектричні конденсатори, керамічні конденсатори, електролітичні конденсатори тощо. Плівкові конденсатори поступово займають дедалі більший ринок завдяки своїм чудовим характеристикам, таким як малий розмір, мала вага, стабільна ємність, високий ізоляційний опір, широка частотна характеристика та малі діелектричні втрати.
Плівкові конденсатори умовно поділяються на: шаруваті та намотані залежно від різних способів обробки осердя. Процес намотування плівкових конденсаторів, представлений тут, в основному призначений для намотування звичайних конденсаторів, тобто осердя конденсаторів, виготовлених з металевої фольги, металізованої плівки, пластикової плівки та інших матеріалів (конденсатори загального призначення, високовольтні конденсатори, запобіжні конденсатори тощо), які широко використовуються в схемах синхронізації, коливань та фільтрів, високочастотних, високоімпульсних та високострумових схемах, схемах зворотного ходу екранів моніторів та кольорових телевізорів, схемах зменшення міжлінійного шуму в джерелах живлення, схемах захисту від перешкод тощо.
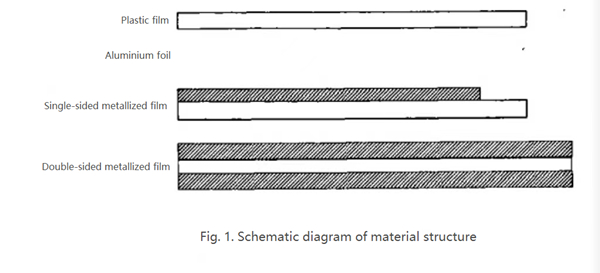
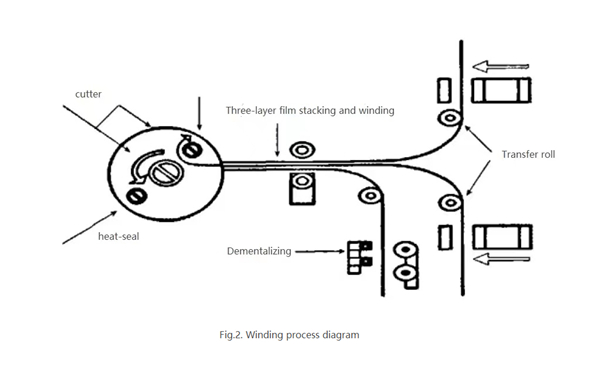
Далі ми детально розглянемо процес намотування. Техніка намотування конденсатора полягає в намотуванні металевої плівки, металевої фольги та пластикової плівки на осердя, а також у встановленні різних витків обмотки відповідно до ємності осердя конденсатора. Коли досягнуто потрібної кількості витків обмотки, матеріал обрізається, і, нарешті, розрив герметизується для завершення намотування осердя конденсатора. Принципова схема структури матеріалу показана на рис. 1. Принципова схема процесу намотування показана на рис. 2.
На характеристики ємності під час процесу намотування впливає багато факторів, таких як площинність лотка для підвішування матеріалу, гладкість поверхні перехідного ролика, натяг намотувального матеріалу, ефект деметалізаціі плівкового матеріалу, ефект герметизації на розриві, спосіб укладання намотувального матеріалу тощо. Усе це матиме великий вплив на випробування продуктивності готового осердя конденсатора.
Поширеним способом герметизації зовнішнього кінця осердя конденсатора є термозварювання паяльником. Нагрівання кінчика паяльника (температура залежить від процесу різних виробів). У разі низькошвидкісного обертання прокатувального осердя кінчик паяльника контактує із зовнішньою герметизуючою плівкою осердя конденсатора та герметизується гарячим штампуванням. Якість герметизації безпосередньо впливає на зовнішній вигляд осердя.
Пластикову плівку на герметизуючому кінці часто отримують двома способами: один - додавання шару пластикової плівки до обмотки, що збільшує товщину діелектричного шару конденсатора, а також збільшує діаметр осердя конденсатора. Інший спосіб - видалення металевого плівкового покриття на кінці обмотки для отримання пластикової плівки без металевого покриття, що може зменшити діаметр осердя при тій самій ємності осердя конденсатора.
Час публікації: 01 березня 2022 р.